300 PRC (SAAMI)

$49.00
Available Options:
You may also like…
-

Micrometer Reamer Stop
$30.00Precision, repeat-ability, and ease of use: these are the benefits of P. O. Ackley Micrometer Reamer Stop. Now you can do production runs with your Chamber Reamer, without having to index each workpiece axially. You’ll be assured of consistent headspace, chamber after chamber!
To set up, insert your Chamber Reamer shank in the Reamer Holder and tighten the two set screws. Then insert the reamer holder into the Stop Cylinder assembly (micrometer threaded Stop Cylinder with .001″ Adjustment Nut, Lock Nut and optional Plug Nut). Make a rough cut in the chamber (leave about .025″ extra material). Now, with the reamer bottomed in the rough chamber, move the Stop Cylinder assembly into contact with the work piece and secure it to the Reamer Holder with three set screws.
You can now adjust the depth of the finish cut in increments of .001″, or even less. The Adjustment Nut is marked with 25 equidistant markings around the circumference, each of which corresponds to .001″ of axial adjustment. By backing off the Adjustment Nut and re-securing the Lock Nut, then repeating the cut, you can zero in on your specified headspace measurement. Adjustments of .0005″ can be made with confidence.
We recommend use with our floating reamer holders for best results, with this rental.
.437″ straight shank for use in all Lathes and Mills.
Add to cart -

6.5 PRC (Hornady)
$49.006.5 PRC (Hornady)
Select options -
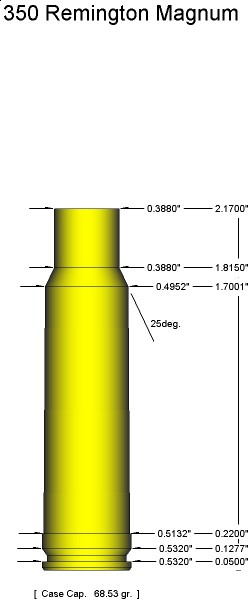
350 Remington Magnum
$49.00 Select options -
Chambering Rifles for Accuracy (book)
$49.95Third of many planned works that provide instruction in the correct and safe methods of gunsmithing.
Specifically, this essay discusses several methods that can be used to accurately chamber a rifle barrel. In Part I of the book Fred Zeglin teaches you all about accurate hunting rifles and discusses the variables that must be dealt with in order to create an accurate hunting rifle. In Part II Gordy Gritters, famed benchrest gunsmith, shares every secret he has learned over the last 30 years. Gordy finishes the book with a step by step process for bench rest barrel work.
If you are not familiar with how headspace applies to firearms and ammunition you may want to consider another title we offer, “Understanding Headspace for Firearms”.
Each book in the Gunsmith Student Handbook Series will focus on one narrow subject in Gunsmithing. Written with the audience in mind these books are for shooters who want to know every detail of the how and why of gunsmithing. Whether you plan to build guns or not, each book in the series will provide a highly detailed and technical explanation of the subject at hand, in a way that any gun lover will be able to understand. Professional or hobbyist will enjoy this read.
123 pages, soft bound. Printed in the U.S.A.
 Add to cart
Add to cart





